
How to Stay on Budget with Utility Steel Structure Projects
Steel structures offer strength, durability, and long-term value. However, one of the biggest...



“How do I successfully touch-up galvanizing in the field?” This is a common question about substation and transmission structures. There could be a number of reasons why touch-ups may be necessary in the field.
There are certain factors to consider when repairing galvanizing in the field, such as: the size of the area to be repaired, the ease of use of the repair material and the performance of the repair method. There are also standard specifications to follow for the repair of galvanized coatings. ASTM A780 covers methods used to repair damaged hot-dip galvanized coating on hardware and structural shapes as well as required coating thicknesses. There are three acceptable forms of touch-up.
The coating thickness of the repaired area must match the coating thickness of the surrounding area. If zinc-rich paint is used, the coating thickness must be 50% higher, but not greater than 4.0 mils.
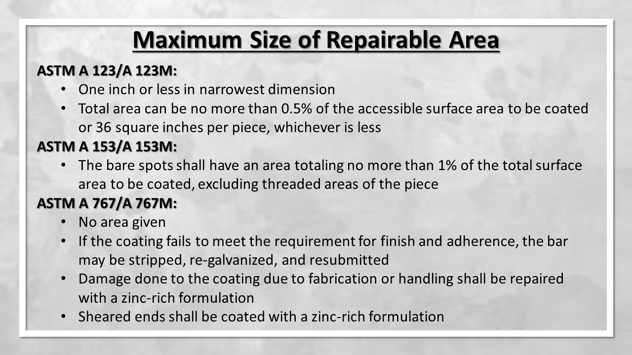
Be sure to discuss any touch-ups with your steel fabricator or galvanizer. They may have suggestions on which method has worked best for certain circumstances. Final coating thicknesses need to be agreed upon between customer and vendor and be measured by the methods in ASTM A 123/A 123M. Remember that the surface of the repaired coating should be free of any lumps, course areas and loose particles.
For more about galvanizing check our our free and easy resource - Galvanizing Ebook below.
*References used for this article are from www.galvanizeit.org.
Steel structures offer strength, durability, and long-term value. However, one of the biggest...
When partnering...
Transmission and substation structures can look straightforward at a glance. But the decisions...